Increase productivity and safety with the Montepal® system
Designed and manufactured to suit your environment and requirements.
-
WHAT TYPES OF LOADS CAN BE TRANSPORTED?
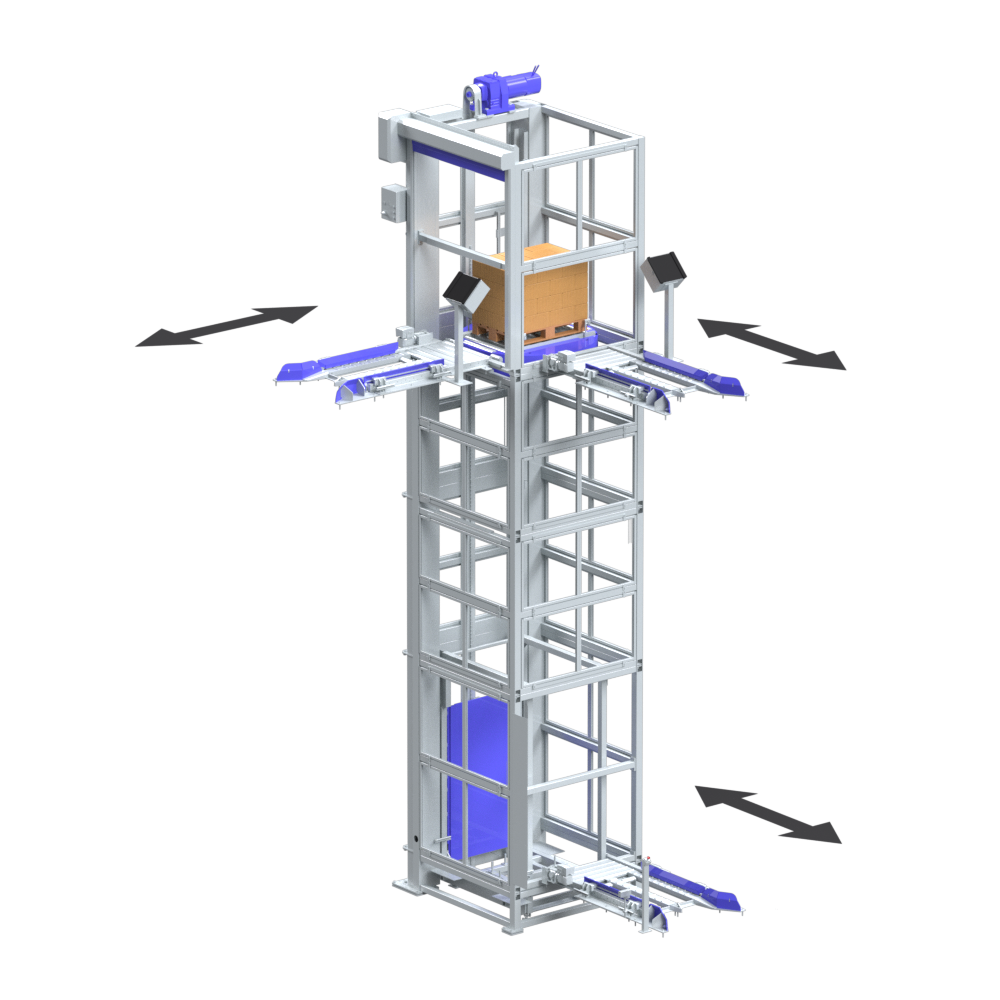
Our Montepal elevator is designed to meet your needs and is perfectly adapted to these types of products:
- Pallets
- Wire cages
- Rolls
- Box pallets
- Big Bags
- Others- WHAT IS THE MAXIMUM LOAD?
Maximum load up to 2,000 kg.
- WHAT IS THE CADENCE?
Maximum output up to 150 pallets/hour.
- CAN THE SYSTEM BE USED UP AND DOWN?
Yes, the MONTEPAL® has several functions:
- Direction of climb only
- Direction of descent only
- Direction of climb and descent
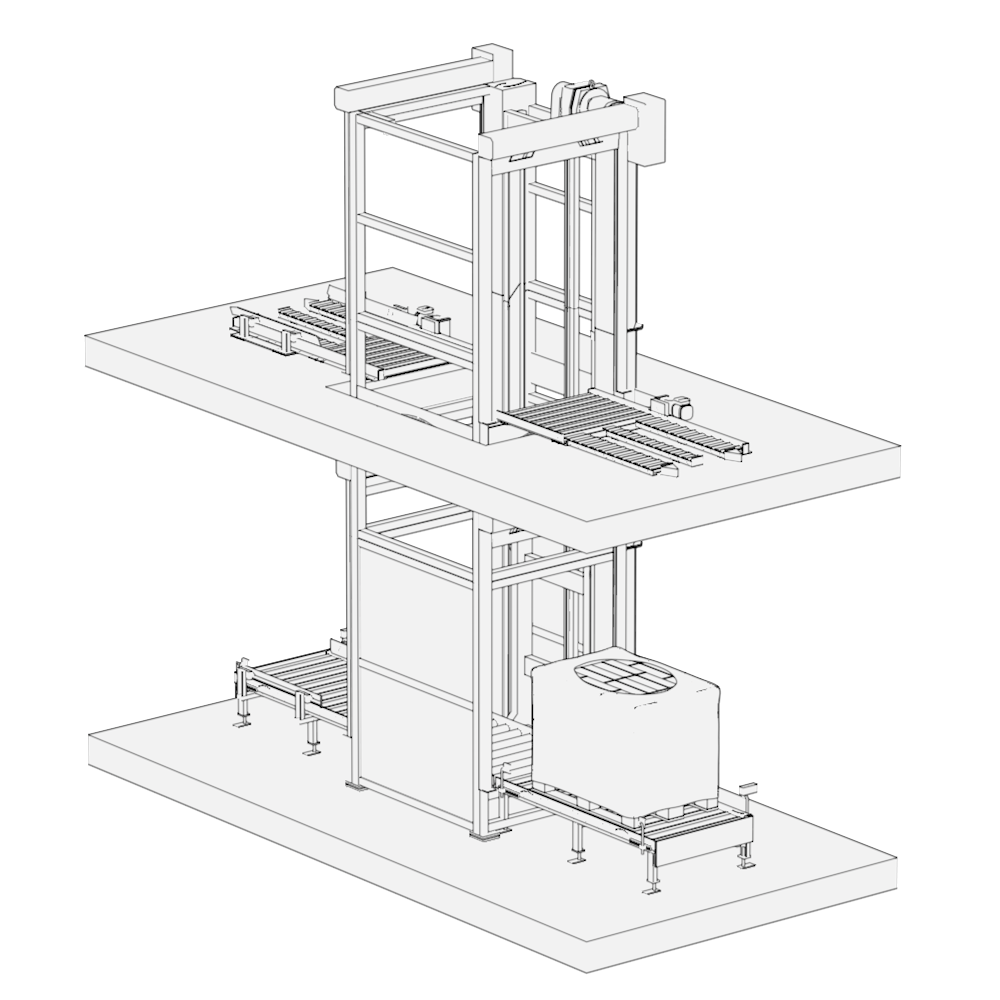
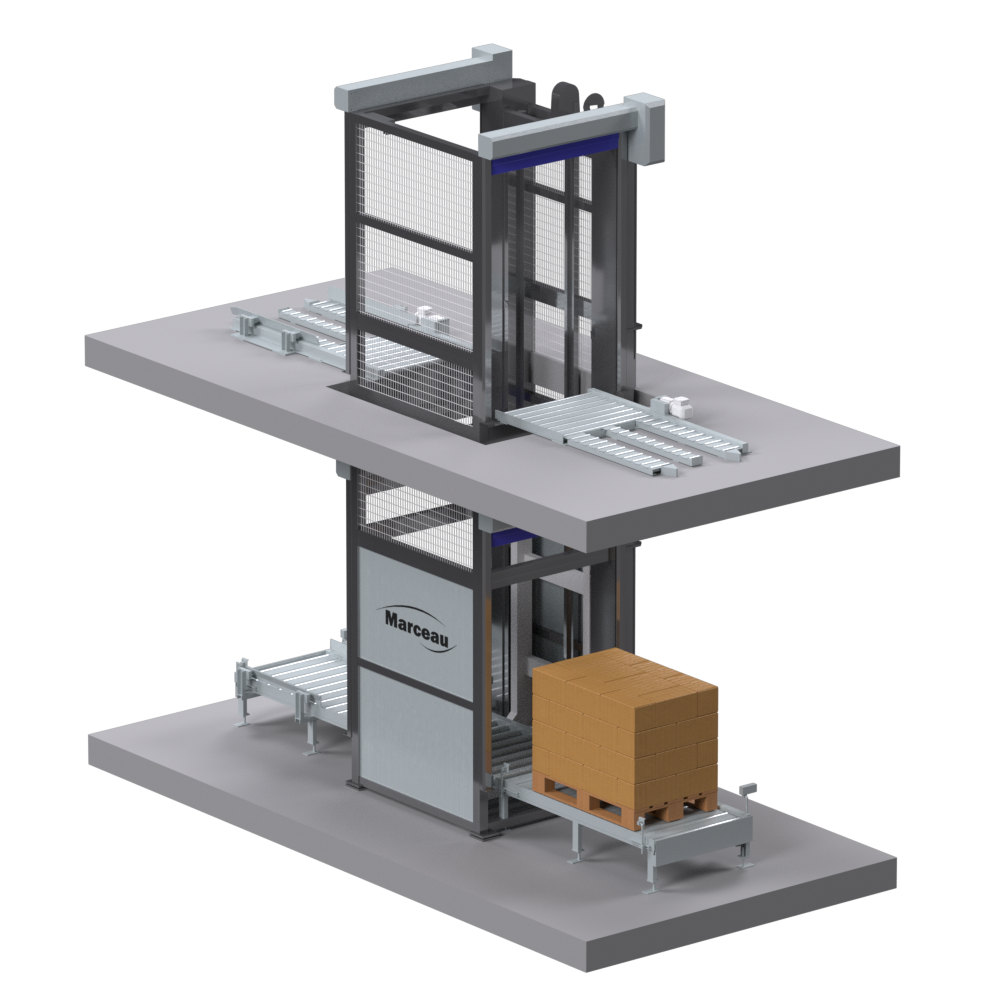
- CAN THE SYSTEM BE INTEGRATED INTO AN EXISTING CONVEYOR LINE?
Yes, the pallet elevator can be stand-alone or integrated into a conveyor line.
- WHAT FINISHES ARE POSSIBLE?
- Painted steel
- Hot-dip galvanized steel
- Stainless steel
- WHAT INTERFACES ARE POSSIBLE?
- Forklift trucks
- AGV or AMR integrated into an automatic conveyor line
- Stacker
- Pallet truck
- Automatic conveyor line - WHAT IS THE MAXIMUM LOAD?
Our key benefits
Options available to suit all your needs and constraints.
APPLICATION
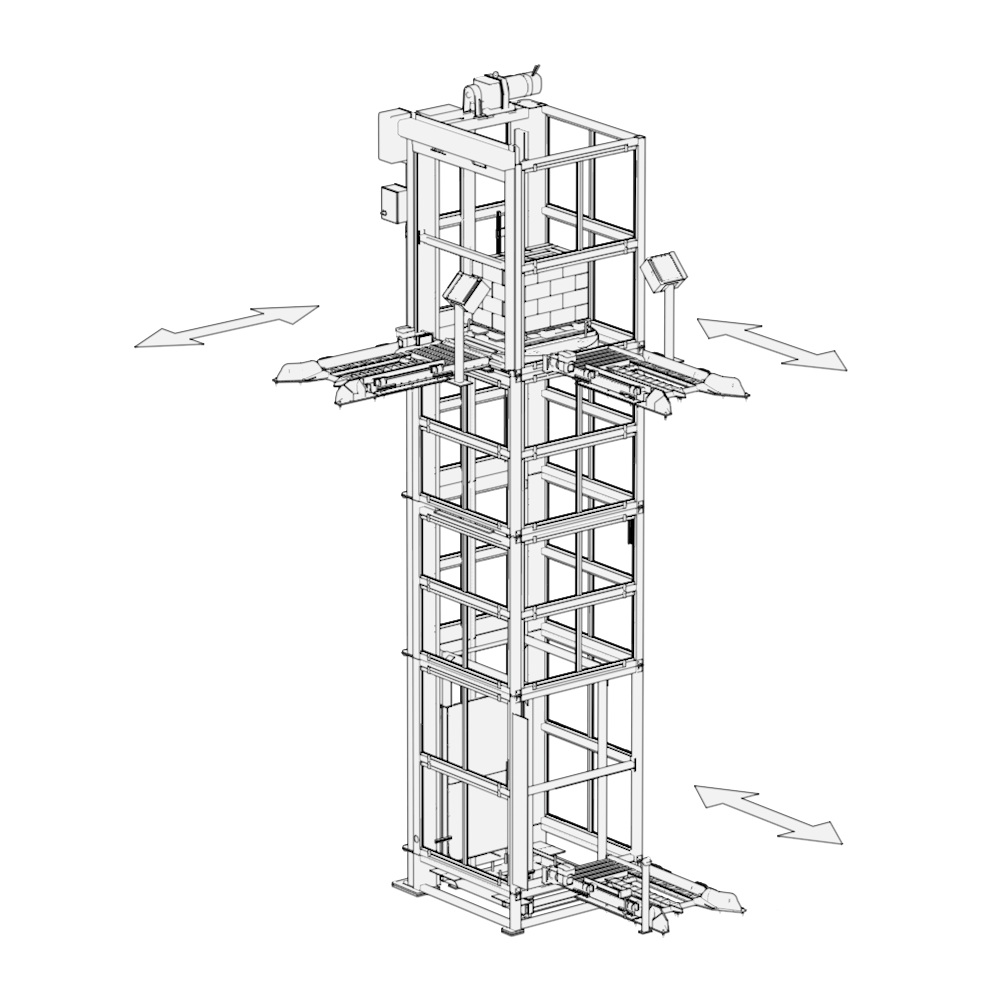
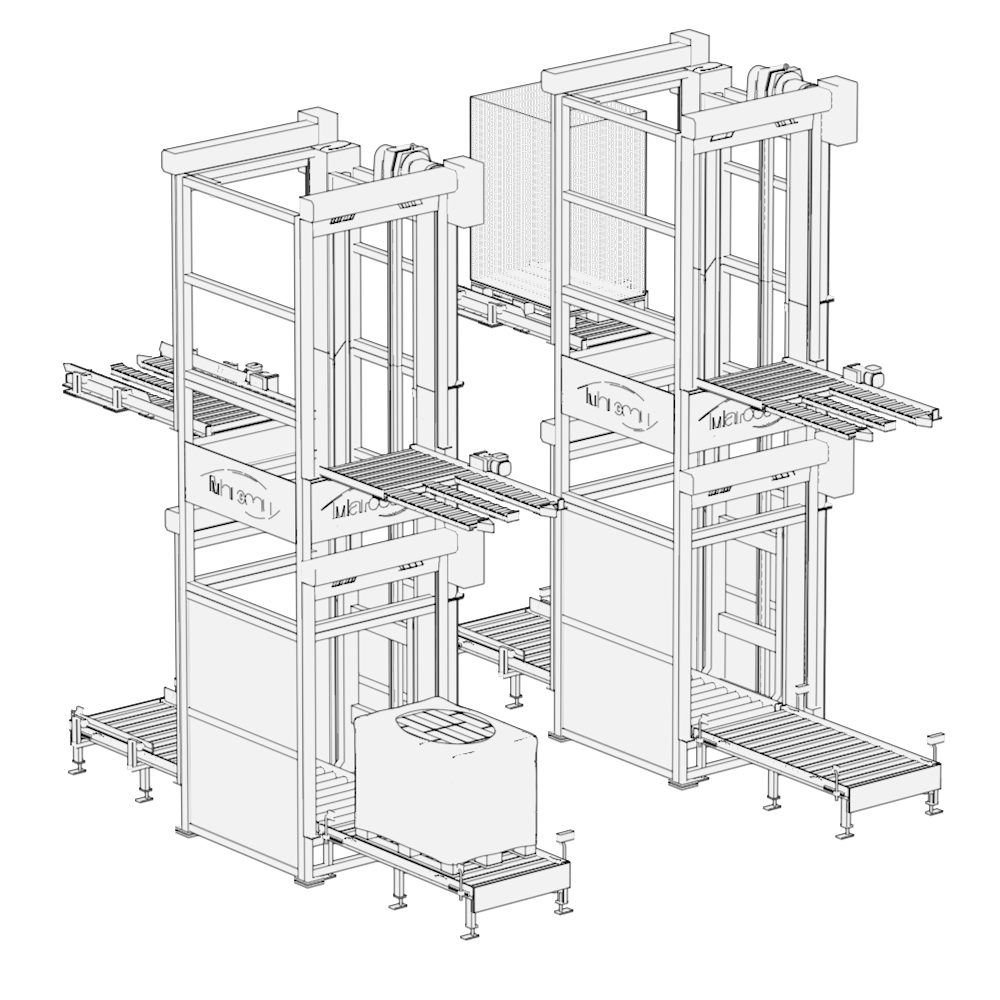
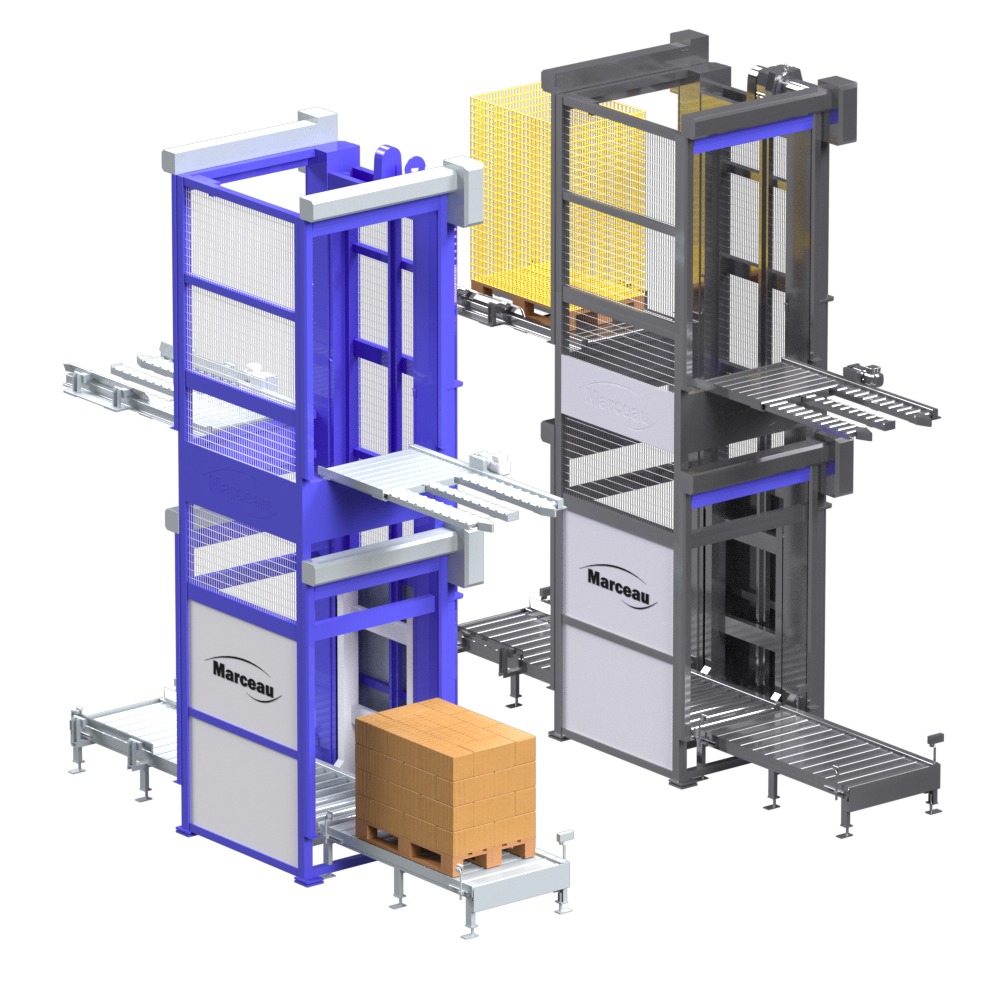
The MONTEPAL® pallet elevator is designed to transport your palletized loads safely between the different levels of your buildings. It can also be used for inter-building links.
MACHINE RANGE
Designed to transport your palletized loads automatically (PLC-controlled), the Montepal® pallet elevator is not a freight elevator or an elevator, and is classified as a machine (no mandatory periodic inspection).
FOR ALL ENVIRONMENTS
The various manufacturing options enable the MONTEPAL® pallet elevator to adapt to all working environments and to be used in all sectors of activity, including agri-food, logistics, chemicals, pharmaceuticals, cosmetics and retail.
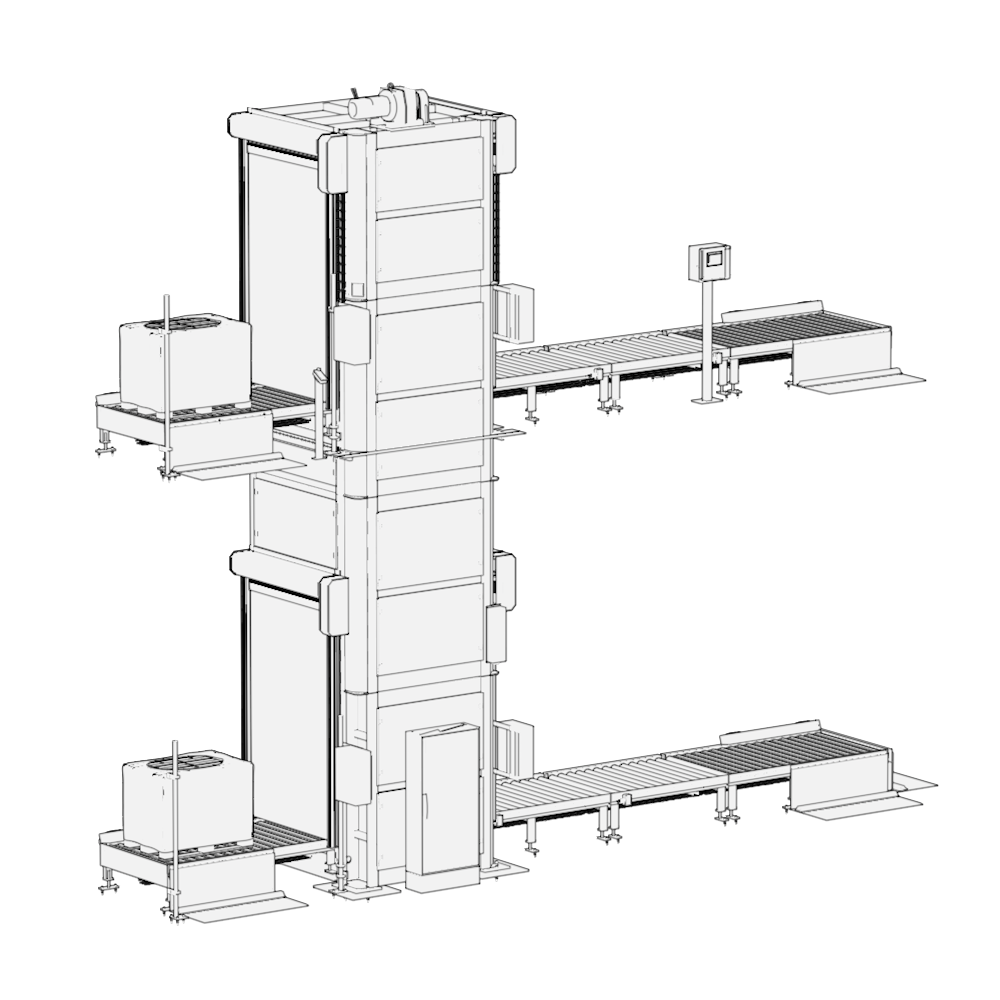

SELF-SUPPORTING FRAME
The Montepal® pallet elevator consists of a self-supporting welded frame and requires no civil engineering (no ground pit).
Our Achievements
For over 40 years, the company MARCEAU has specialized in the design of continuous handling systems.
![Image d'un élévateur Montepal sur ...étages pour le transport de ... [secteur Agro]](../assets/img/refs/img-1.jpg)
![Image d'un élévateur Montepal sur ...étages pour le transport de ... [secteur Agro]](../assets/img/refs/img-2.jpg)
![Image d'un élévateur Montepal sur ...étages pour le transport de ... [secteur Agro]](../assets/img/refs/img-3.jpg)
![Image d'un élévateur Montepal sur ...étages pour le transport de ... [secteur Agro]](../assets/img/refs/img-4.jpg)
![Image d'un élévateur Montepal sur ...étages pour le transport de ... [secteur Agro]](../assets/img/refs/img-5.jpg)
![Image d'un élévateur Montepal sur ...étages pour le transport de ... [secteur Agro]](../assets/img/refs/img-6.jpg)
Our customers references





